Системы компенсации прогиба у листогибочных прессов
название раздела
Крепление балок гидравлических листогибочных прессов для гибки металла к станине осуществляется только по краям станины. Эта особенность конструкции обуславливает необходимость задействования систем компенсации прогиба. Дело в том, что указанные элементы станка, несмотря на показатели их мощности, при повышенных нагрузках испытывают упругую деформацию, прогибаясь в средней части. При таких условиях детали с большой длиной сгибаются неравномерно, а в средней части угол гиба имеет меньшие показатели по сравнению с краями.
Система компенсации прогиба выступает комплексом элементов, благодаря которым матрица поддерживается на стабильном расстоянии от пуансона по всей длине линии гиба. Это достигается путем выгибания стола к верху. В результате получают качественный гиб с постоянным углом по всей длине.
Системы, устанавливаемые на верхней балке
В качестве таких систем на верхней балке могут выступать:
- Полиспаст. Это простейшее, не требующее управления грузоподъемное устройство, установленное в приводе верхней балке. Его задача – равномерное распределение нагрузки, что не позволяет формироваться прогибу по всей длине. Конструкция позволяет получить высокое качество гиба в условиях нагрузки средней степени. Более тяжелые условия требуют применения дополнительных систем, которые незначительно компенсируют прогиб.
- Удлинители с клиньями. В процессе перемещения клиньев вдоль линии гиба изменяется общая высота каждого удлинителя, которая подбирается опытным путем. Если станок испытывает малые и средние нагрузки, то удлинителей с клиньями достаточно для компенсации прогиба. С такой системой просто работать, но она требует долгой ручной настройки в случае смены материала. Кроме того, она подходит не для всех систем крепления.
- Сдвоенные цилиндры, установленные с каждой стороны и управляемые ЧПУ. Их задача – распределение нагрузки таким образом, чтобы уменьшался прогиб верхней балки. Такая система работает совместно с дополнительными при условии средних и высоких нагрузок, так как не может в полной мере компенсировать прогиб в таких условиях.
Системы компенсации на нижней балке
Системы компенсации на нижней балке – это:
- Саморегулирующаяся конструкция с прорезями по краям. Нижняя балка, испытывая нагрузку, прогибается таким образом, что края оказываются ниже средней части. Поэтому система для нижней балки применяется в сочетании с другими системами компенсации прогиба. Дополнительно, для получения гиба максимальной точности и качества, используется система CROWNING. Если одновременно требуется компенсация прогибов обоих балок, используется нижняя балка с прорезями и клиньями, положениями которых определяется прогиб краев.
- Гидравлическое бомбирование. Система предусматривает применение одного или нескольких гидроцилиндров под управлением ЧПУ. Они установлены таким образом, что опорой для их корпуса выступают передний и задний элементы станины, в то время как штоки базируются на центральном элементе. Под давлением корпус цилиндров прижимает передний и задний листы, в то время как центральный лист поднимается штоком. Центральный элемент деформируется таким образом, что середина оказывается выше остающихся неподвижными краев. Это значит, что система бомбирования компенсирует прогиб не только нижней, но и верхней балки.
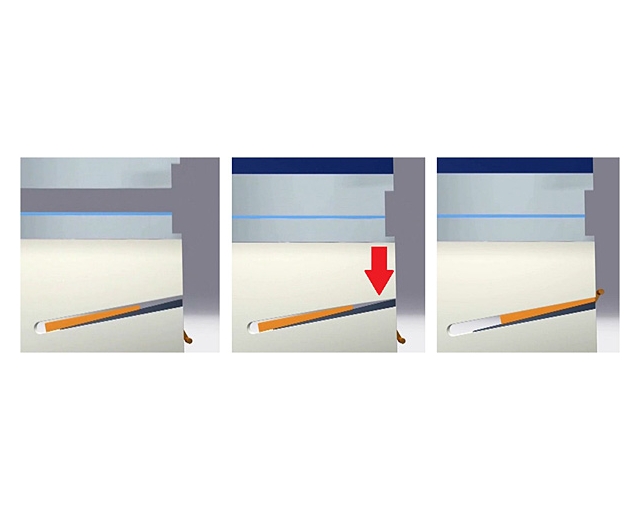
- CROWNING. В конструкции системы присутствует устройство компенсации прогиба. Элементы соединены зигзагообразно. Особенности конструкции влияют на уменьшение высоты волн по направлению от центра к краям. При перемещении нижнего элемента происходит выгибание верхней части. Регулировка расположения нижнего элемента позволяет задать требуемую разность высот матриц в центре балки и по краям. Системы CROWNING могут оснащаться приводами разного типа: ручным либо гидравлическим ЧПУ-управляемым. Они являются наиболее точными современными системами.
Несмотря на относительную простоту конструкций систем компенсации прогиба, они могут работать по-разному: регулироваться вручную, не регулироваться или находиться под управлением ЧПУ.
Система крепления инструмента листогибочного станка
Инструменты, расширяющие возможности листогибочных прессов Press Brake, крепятся к верхней и нижней балкам с помощью специальных систем, так как их непосредственная фиксация к упомянутым элементам невозможна.
Термин «система крепления» можно рассматривать с двух точек зрения.
Первая оценивает систему крепления как комплекс форм и размеров элементов крепления, который задает определенный стандарт для производителей станков и инструментов. Благодаря этому обеспечивается соответствие, применяемость и взаимозаменяемость компонентов.
Виды стандартов
К упомянутым стандартам относятся:
- Promecam (Eurostyle). Эта система наиболее распространена в странах Европы и Азии. Изначально была спроектирована французской фирмой Promecam. В дальнейшем она была выкуплена крупным японским станкостроительным объединением Amada.
- New Standard – передовая система, идея разработки и реализация которой принадлежит нидерландской компании Wila. Это известный разработчик и производитель гибочного инструмента и оснастки для листогибочных прессов. Более ранее название стандарта – Modufix. Система устанавливается на большом количестве станков от разных производителей.
- American Style. Стандарт распространен преимущественно в Америке и применяется на станках от разных производителей.
- Bystronic (Beyeler), LVD – системы, которые устанавливают на станках разных производителей.
Помимо перечисленных стандартов есть и другие, но они используются гораздо реже.
С другой точки зрения, система крепления является сложным комплексом элементов, с помощью которых осуществляется крепление инструмента к станку и выполняются различные дополнительные функции.
Основная функция системы крепления – прочное удержание инструментов. В данном случае важное значение имеет соосность последних, то есть расположение деталей устройства на одной линии. Если инструменты в комплексе не обладают такими характеристиками, то степень их износа повышается, они быстрее приходят в негодность. Кроме того, качество производимых деталей ухудшается.
При производстве прессов сложно обеспечить высокую точность совпадения установочных элементов на верхней и нижней балках. Поэтому систему крепления подбирают таким образом, чтобы она позволяла регулировать положение в разных направлениях.
Установка пуансонов
Система крепления пуансонов может быть представлена целостным по всей длине либо состоящим из нескольких секций элементом.
Секционные пуансоны можно располагать в любом удобном месте. Если их локализация предполагает попадание некоторых узких секций на пропуски держателей, то фиксаторы можно сдвинуть более плотно.
Секционные держатели позволяют использовать недорогие пуансоны с небольшой высотой для гибки деталей с высокими бортами. В этом случае деталь и инструмент располагают таким образом, чтобы борта прошли между секционными держателями.
Системы крепления с цельным держателем используют для подобных задач высокие пуансоны.
Обычно пуансоны устанавливают сбоку, но в некоторых системах есть возможность для установки этих элементов снизу. Последний указанный способ более удобен, особенно если часто возникает необходимость переналадки оборудования под сложные детали.
Определенные системы допускают возможность установки пуансонов в нормальном положении, причем использование дополнительных приспособлений не требуется. Благодаря этому можно удобно располагать инструмент по направлению друг к другу в процессе гибки сложных деталей.
Если нет возможности устанавливать пуансоны в нормальном положении для указанного расположения инструментов, стоит заказать либо зеркальный инструмент, либо дополнительные держатели, позволяющие устанавливать пуансоны навстречу друг другу.
Системы, предусматривающие только боковую установку инструмента и только в одном положении, по запросу оснащаются дополнительными держателями. С их помощью можно установить инструмент снизу и в двух положениях навстречу друг другу.
Крепление матрицы
Матрицы, как и пуансоны, крепятся разными способами. Система крепления может представлять собой стол с установочными плоскостями и устройствами для фиксации. На более дорогих станках от ведущих производителей установлены сложные системы крепления, которые позволяют регулировать положение инструмента, перемещать стол для большего удобства при выполнении сложной гибки или заплющивания. Также они могут иметь встроенную систему для компенсации прогиба балки.
Зажимы инструментов
Что касается зажимов инструмента, то такие устройства могут быть простыми (ручными) и более сложными. Последние управляются ЧПУ и могут быть гидравлическими или пневматическими, предназначенными для повышенных нагрузок. Такие системы иногда устанавливают на недорогие станки. Некоторые системы разработаны так, что при зажиме (неважно какого типа) инструмент сам центрируется. Другие перед фиксацией требуют специальной процедуры опускания пуансона в ручей матрицы. Таким образом производится центровка, а поле этого зажим инструмента.
Популярные виды систем крепления для листогибочного оборудования
Одной из наиболее популярных систем крепления гибочного инструмента является Promecam. Она используется уже несколько десятилетий, при этом ее формы и размеры элементов фиксации остаются неизменными. Преимущества конструкции – простота и невысокая стоимость при достойном качестве. Promecam при меняется для решения различных задач.
Упомянутая система в исходном варианте устарела. Поэтому по мере возможности производят улучшения в конструкции элементов крепления. Это касается преимущественно адаптеров и удлинителей.
Крепление пуансонов в Promecam
Есть 2 варианта фиксации пуансонов, которые отличаются по расстоянию от базового угла пуансона до оси сгиба. Наибольшее распространение получил вариант с размером 7 мм. Он обозначается как Z1. Большинство стандартных и специальных инструментов изготавливаются именно с таким вариантом фиксации. Максимально допустимый уровень нагрузки в такой системе – 100 тонн на метр.
Вариант Z2 – это система с размером 20 мм. В этом случае необходимо использовать адаптер Z2–Z1 для возможности использования стандартных пуансонов. Особенность системы – возможность выдерживать более высокие нагрузки по сравнению с Z1. Именно поэтому она используется преимущественно для гибки металла с высокими показателями толщины.
Местом крепления пуансона может выступать балка, но только в том случае, если на ней отфрезерован базовый угол и подготовлены участки для фиксации зажимов. Конструкция некоторых листогибочных станков не предусматривает наличия на верхней балке более, чем одной установочной плоскости, к которой крепится рейка с соответствующей геометрией. В таких случаях к балке обычно фиксируют удлинители, и только потом устанавливают пуансоны. Такой подход позволяет использовать невысокие, а, значит, менее дорогостоящие, матрицы и пуансоны.
Система крепления Promecam подходит для обработки тонких листов, когда не требуется частая переналадка рабочего инструмента. Фиксация пуансонов в стандартном варианте предусматривает установку в одном положении и обычно требует задействования секционных удлинителей со стандартной шириной 70 или 150 мм.
Удлинители для пуансонов имеют ряд дополнительных функций. К ним относятся:
- регулировка по высоте;
На многих станках он выполняет функции системы компенсации прогиба. Удлинители по краям балки с помощью клина устанавливают на меньшую высоту, чем те, которые расположены в середине. - компенсация прогиба;
- установка снизу;
- установка в двух положениях по направлению друг к другу.
Функциональность удлинителей зависит от их типа. Например, удлинители Smart Clamp могут изготавливаться с функцией регулировки пуансонов по высоте и без нее, со схемой крепления Z1–Z1 или Z2–Z1.
Простые удлинители осуществляют прижим с помощью планки. Различают 3 таких основных варианта:
- винтовой зажим;
- с поворотной ручкой;
- с эксцентриком.
Варианты с поворотной ручкой и эксцентриком являются быстрозажимными. Их нельзя применять на удлинителях с двусторонней установкой пуансонов.
Существуют варианты с пневматическим и гидравлическим приводом зажимной планки, но они не получили широкого распространения.
В системе крепления матриц Promecam существует ориентация на 2 размера по ширине: это 60 мм для большей части применений и 90 мм для матриц с V-раскрытием более 100 мм.
Существуют матрицы с основанием 120 мм, но столь широкая база применима для очень ограниченного круга задач, поэтому станков с таким столом немного.
Вне зависимости от размеров, ось гибки проходит по центру базовой поверхности.
Есть разные варианты крепления в зависимости от ширины. Простейшим из них является опорная поверхность, на которую устанавливают матрицу, зажимаемую простыми приспособлениями. Это подходит только для длинных целиковых матриц. Обычно используется цельный или секционный стол с боковыми прижимами. В задней части прижим, будучи вертикальной базовой плоскостью, остается неподвижным. В передней части прижим представлен подвижной планкой.
Матрицы с основанием 60, 90 и 120 мм устанавливаются непосредственно на оборудование, если их размер совпадает с шириной стола. Если эти показатели не соответствуют, применяются специальные адаптеры или проставки.
Система Promecam имеет много вариантов исполнения, в которых формы и размеры матрицы не совпадают. Их устанавливают в соответствующие держатели, которые имеют основание 60 мм. Для использования матриц других систем можно использовать адаптеры.
Конструкция систем крепления матриц Promecam не предусматривает наличия устройств для компенсации прогиба или автоматических зажимов под управлением ЧПУ.
Наиболее совершенной среди систем крепления является New Standard от Wila, которая подходит для станков Press Brake.
Компания Wila предлагает широкий ассортимент систем креплений для инструментов. Вне зависимости от их типа, они представляют собой завершенные модули с возможностью установки на верхнюю или нижнюю балки. Все системы можно условно разделить на 2 серии – Premium и Pro. Несмотря на их различия, их объединяет наличие одинаковых посадочных мест для инструмента.
Для серии Premium характерны закаленные опорные поверхности. Такие системы выдерживают повышенные нагрузки. Они могут быть установлены на инструмент, минимальная ширина которого составляет 10 мм.
Серия систем крепления Pro более простая. На ее поверхности нет закаленных участков. Системы не рассчитаны на повышенные нагрузки. Ширина инструмента, на которой они устанавливаются, не должна быть меньше 15 мм.
Системы крепления New Standard разрабатывались с расчетом на то, что инструмент может меняться роботом-манипулятором. Именно это стало определяющим критерием выбора производителей, которые создают автоматизированные комплексы со станками типа Press Brake.
В данной системы есть разные варианты фиксации инструментов: как ручной, так и гидравлический. Последний управляется системой ЧПУ. Реже на системах крепления New Standard производители устанавливают пневматические зажимы.
Такая система дает возможность устанавливать пуансон снизу, в двух положениях друг напротив друга. Если вес пуансонов не превышает 12,5 кг, инструмент можно устанавливать снизу. Инструменты, вес которых превышает 12,5 кг, устанавливаются сбоку.
Держатель пуансона – это рейка, длина которой совпадает с аналогичным показателем станка. Благодаря этому инструмент можно располагать произвольно, в любом месте.
Точки опоры пуансона зависят от конструкции инструмента. Он может опираться на верхнюю плоскость – голову или плечики, либо на оба указанных элемента одновременно в случае повышенной нагрузки.
Показатели передачи усилия системы New Standard Premium:
- на голове – до 250 тонн/метр;
- на плечиках – до 300 тонн/метр.
Для систем крепления серии New Standard Pro эти показатели составляют до 180 тонн/метр и до 250 тонн/метр соответственно.
Перечисленные факты свидетельствуют о том, что системы крепления New Standard, вне зависимости от их разновидности, могут использоваться с гораздом большим усилием, чем система Promecam.
Система крепления матриц New Standard могут быть представлены обычной планкой со шлифованной поверхностью и пазом для установки инструментов либо сложным устройством под управлением ЧПУ.
Системы крепления разделяются по нескольким критериям:
- максимальная нагрузка (для серии Premium данный показатель составляет 300 тонн/метр, для Pro – 200 тонн/метр;
- тип зажима матрица (ручной либо гидравлический);
- наличие или отсутствие системы компенсации прогиба.
Существует разнообразие простых систем крепления матриц. Они различаются по разным критериям, в частности – по количеству осей, с помощью которых производится регулировка. Некоторые варианты оборудования позволяют устанавливать сразу несколько матриц разных систем – например, комбинировать Standard с Promecam.
Наиболее интересны с технической точки зрения системы крепления матриц, оснащенные устройством для компенсации прогиба CROWNING. Основа конструкции – пара пластин с симметричным профилем волны, который имеет изменяющиеся шаг и высоту. Когда одна пластина смещается относительно второй вдоль линии гиба, центральная часть поднимается выше, чем края. Таким образом происходит компенсация прогиба балки под действием нагрузки. Смещение выполняется рукоятью, вручную.
В 2012 году компания Wila представила системы крепления New Standard Heavy Duty, рассчитанные на максимально высокие нагрузки. Она совместима со стандартной системой New Standard. Ее отличительная черта – возможность выдерживать экстремальные нагрузки до 800 тонн/метр.
Работать с такой нагрузкой могут крупные, тяжелые инструменты. New Standard Heavy Duty способная хранить, перемещать и устанавливать их. Именно поэтому конструкция включает не только систему крепления инструмента и сам инструмент, но и склад, а также устройства перемещения инструмента между складом и станком.