Пружинение при гибке металла
название раздела
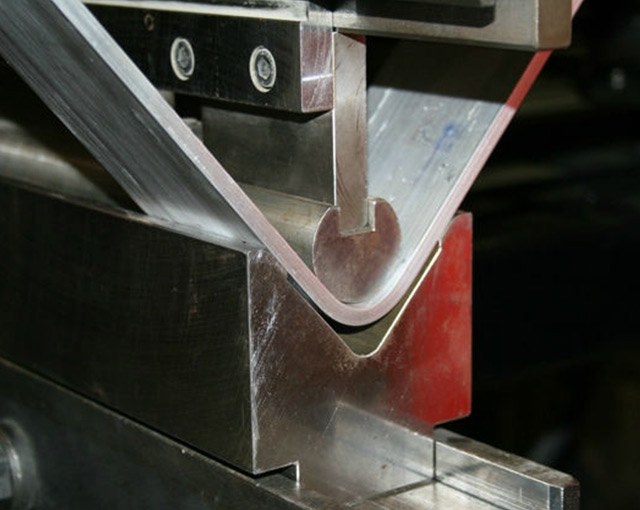
Одним из определяющих факторов, которые определяют точность и качество гибки, выступает обратное пружинение. Чтобы объяснить, что такое угол пружинения, нужно вернуться к описанию процесса гибки, при котором нижняя часть листа растягивается, а верхняя испытывает сжатие. Между зонами сжатия и растяженияпроходит срединная линия, на участке которой преобладает упругий тип деформации. На этом участке обрабатываемый материал стремится к принятию первоначального положения. Когда воздействующая сила прекращается, угол гибки слегка увеличивается. Полученная разница является углом пружинения.
Чтобы смягчить такое различие, гибка выполняется с выставлением более острого, чем это необходимо, угла.
На описываемый показатель влияют такие факторы, как:
- Свойства обрабатываемого материала. Так, жесткость металла непосредственно определяет угол пружинения: чем выше первая, тем больше второй. Так для тонколистовой мягкой меди угол обычно не превышает 0,5°, для стали уже около 1°, а для нержавеющей стали он может превысить 3°.
- Толщина. Для листа из тонкого металла угол пружинения меньше, чем для листа из толстого металла. В связи с этим гибка толстого листа под углом 90° требует матрицы с большим раскрытием и углом 80° и менее.
- Скорость гибки. Чем она выше, тем лучше для показателей производительности. В то же время ускорение – фактор снижения точности. Если процесс замедлить, то у металла остается больше времени для принятия окончательной формы. Уменьшение угла пружинения также связано с задержкой в нижней точке. Но производительность, будучи фактором себестоимости, - это определяющий фактор. Именно поэтому производителю приходится добиваться большей повторяемости, а также делать превентивный перегиб, адаптированный к определенным условиям.
- Радиус гибки. Чем ниже этот показатель, тем меньше обратное пружинение. Чтобы добиться меньшего радиуса гибки, уменьшают V-раскрытие матрицы. При таких условиях повышается степень воздействия на металл, в то время как упругая деформация уменьшается. В связи с этим используют матрицы с различным V- раскрытием в соответствии с показателями, свойственными определенному металлу.
- Направление проката. Детали, которые уложены на листе под разными углами, гнутся по-разному из-за разницы во внутренних напряжениях. В случае совпадения линии гиба с направлением проката угол пружинения минимален. Если это поперечное направление, то упомянутый показатель приобретает максимальное значение. На практике это иллюстрируют детали, на которых есть по меньшей мере 2 перпендикулярных гиба. Это значит, что последние должны иметь разные настройки по углу.
Часто возникает необходимость экономичного расположения заготовок на листе. Если для этого нужно расположить их перпендикулярно, то после раскроя изготовленные детали нужно рассортировать по расположению на листе. После, работая с оборудованием, нужно вначале выполнить гибы первой партии, которая расположена под одним углом, а затем – второй, расположенной перпендикулярно.
- Тип гибки. Угол обратного пружинения во многом зависит и от типа гибки в связи с различным воздействием на материал.
Станки часто оснащаются устройствами для превентивного перегиба. Для получения первичной детали используются системы с обратной связью, которые, после исчезновения усилия и расчетного гиба, выполняют замеры угла и при необходимости корректируют этот показатель для максимальной точности.
Упомянутые системы дорогостоящи и к тому же тормозят процесс гиба.